
 در
در
خانه / خبر / بست های خودگیر: چگونه کار می کنند، از کدام نوع استفاده شود، و چگونه آنها را به درستی مشخص کنیم



ما از شما استقبال می کنیم تا با ما تماس بگیرید ، نه تنها تأمین کننده قابل اعتماد خود بلکه شریک تجاری ارزشمند شما نیز ثابت است.
 +(86) -133 8863 9264
+(86) -133 8863 9264

Apr 01,2026
بست های خودگیر اجزای سخت افزاری مهندسی شده دقیقی هستند - مهره ها، گل میخ ها، پایه ها، پین ها و پایه های اتصال کابل - که به طور دائم در ورق های فلزی نازک با فشردن آنها در سوراخی از پیش پانچ شده با استفاده از پرس پانچ، پرس آربورد یا ابزار درج هیدرولیک نصب می شوند. بر خلاف بست های جوشی که نیاز به گرما دارند، یا درج های چسبنده که به اتصال شیمیایی متکی هستند، بست های خود گیره به طور مکانیکی از طریق فرآیند شکل دهی سرد لنگر می زنند: حلقه گیره دندانه دار یا قلابدار بست، مواد را از ورق به داخل یک شیار زیر برش طراحی شده به یک شیار زیر برش دائمی که تحت فشار ایجاد می شود، منتقل می کند. یا به عقب رانده شده از پانل.
فیزیک نصب خودگیرانه ارزش درک دارد زیرا توضیح می دهد که چرا الزامات فرآیند غیرقابل مذاکره هستند. هنگامی که فشار وارد می شود، سندان گیره سخت شده بست وارد سوراخ سوراخ شده می شود و هندسه ساقه مواد ورق نرم تر را به سمت بیرون و سپس به داخل شیار زیر حلقه در زیر حلقه گیره جابجا می کند. این فلز جابجا شده به طور مکانیکی در اطراف آندرکات قفل می شود و اتصالی ایجاد می کند که بار فشاری آن توسط مقاومت برشی ستون فلزی جابجا شده تعیین می شود. مواد پانل باید نرمتر از مواد اتصال دهنده باشد - معمولاً حداقل توسط Rockwell B 20 - تا اجازه دهد این تغییر شکل پلاستیکی به طور تمیز و بدون برگشت یا پر کردن قسمت زیرین رخ دهد.
نتیجه یک اتصال دهنده است که به بخش دائمی صفحه فلزی تبدیل می شود، همسطح یا کمی به یک سطح می بالد و یک نقطه اتصال رزوه ای یا بدون رزوه با کیفیت بالا ایجاد می کند که می تواند با هر اتصال دهنده استاندارد جفت گیری استفاده شود. فناوری خودگیره توسط شرکت Penn Engineering (با نام تجاری PEM) در دهه 1940 توسعه و به ثبت رسید و از آن زمان به روش نصب استاندارد جهانی برای مجموعههای ورق فلزی در صنایع الکترونیک، مخابرات، خودرو، هوافضا و تجهیزات صنعتی تبدیل شده است، با دهها تولیدکننده که خطوط تولید سازگاری را با نامهای تجاری Optimasll، WWW، WWW، BOOK و WORTH تولید میکنند.
را بست خودگیر خانواده طیف گسترده ای از انواع عملکردی را پوشش می دهد که هر کدام برای رفع نیاز مکانیکی خاص در مجموعه های ورق فلزی طراحی شده اند. انتخاب نوع صحیح قبل از تعیین اندازه نخ یا مواد باعث صرفه جویی در کار مجدد می شود و اطمینان حاصل می کند که بست نصب شده عملکرد مورد نظر خود را در محصول مونتاژ شده انجام می دهد.
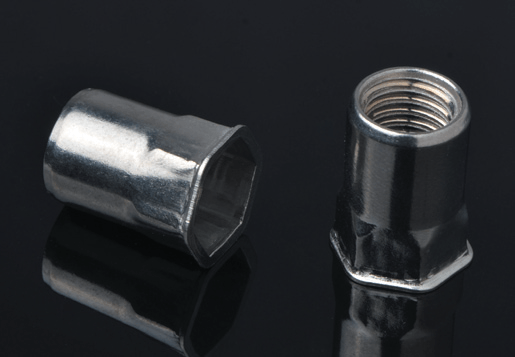
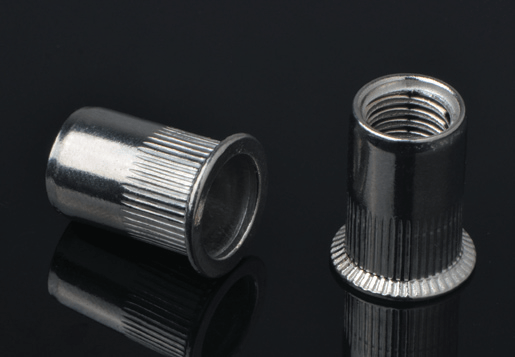
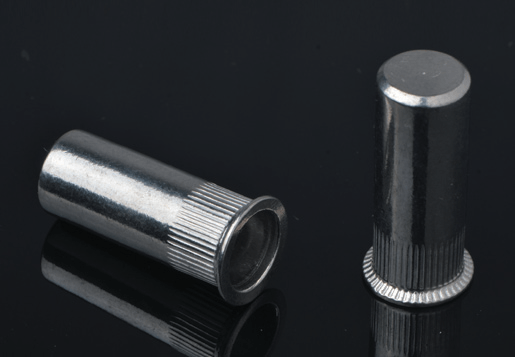
مهره های خودگیر - که به آنها مهره های کلینچ یا مهره های PEM نیز می گویند - پرمصرف ترین نوع هستند. آنها از یک طرف روی یک پانل نصب میکنند و یک سوراخ رزوهدار برای پیچ جفت یا پیچ ماشین از هر طرف ایجاد میکنند. مهره نصب شده سطحی تمیز، هموار یا کمی برآمده ارائه می دهد که کاملاً با پیچ و مهره های استاندارد متریک و رزوه یکپارچه سازگار است. مهره های گیره در رزوه های استاندارد، رزوه های ظریف و رزوه های ISO متریک از M2 تا M12 موجود هستند که طیف کاملی از اندازه های اتصال دهنده های مورد استفاده در محفظه های فلزی، براکت ها و پانل های ساختاری را پوشش می دهند. آنها در جایی استفاده می شوند که ورق فلزی نازک ضخامت مواد کافی را برای یک رزوه ضربه خورده قابل اعتماد فراهم نمی کند، که در عمل به معنای هر ورق فولادی زیر 3 میلی متر و هر ورق آلومینیومی زیر 5 میلی متر است.
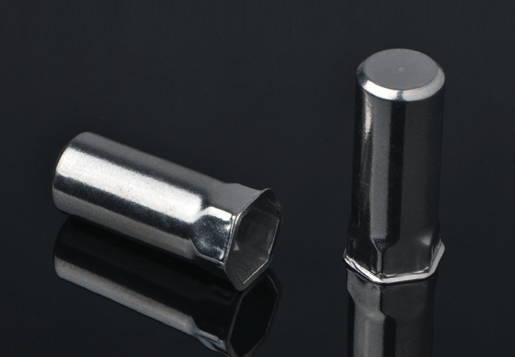
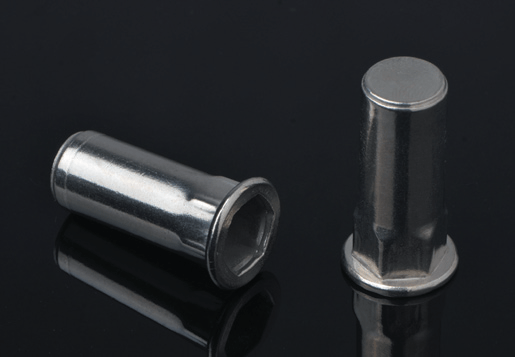
ناودانی های خود گیره به طور دائم در یک پانل با یک گل میخ رزوه ای که از وجه نصب بیرون می زند، نصب می شود و یک پایه رزوه ای ثابت را فراهم می کند که یک مهره را در طرف دیگر می پذیرد. آنها نیاز به ثابت نگه داشتن پیچ را در حالی که مهره را در طرف مقابل سفت می کنند، حذف می کنند - گل میخ روی پانل ثابت است و نمی تواند بچرخد، بنابراین مونتاژ فقط به یک مهره و آچار در یک طرف نیاز دارد. ناودانی های کلینچ برای نصب قطعات در محفظه های الکترونیکی، برای اتصال پانل ها به قاب های شاسی، و برای هر مجموعه ای که در آن به رزوه خارجی دائمی در مکانی که پشت پانل در هنگام مونتاژ نهایی غیر قابل دسترس باشد، نیاز است استفاده می شود. آنها در انواع رزوه کامل و جزئی و در طول های 4 میلی متر تا 50 میلی متر برای اکثر اندازه های نخ رایج موجود هستند.
پایههای خودگیره، جداکنندههای استوانهای توخالی یا بدون رزوه هستند که به طور دائم در یک پانل نصب میشوند و یک جدایی مشخص و ثابت بین پانل و یک جزء دوم - معمولاً یک برد مدار چاپی، یک صفحه پوششی، یا یک پانل شاسی انباشتهشده - ایجاد میکنند. آنها در مونتاژ الکترونیکی برای نصب PCB ضروری هستند، جایی که حفظ شکاف دقیق و ثابت بین برد و شاسی فلزی از اتصال کوتاه جلوگیری می کند، جریان هوا را برای خنک کردن اجازه می دهد، و پشتیبانی ساختاری را فراهم می کند که از خمش PCB در هنگام مونتاژ و لرزش در سرویس جلوگیری می کند. پایه های گیره در هر دو پیکربندی نر (رزوه خارجی) و مادگی (رزوه داخلی) موجود است که به قطعه دوم امکان می دهد بسته به نیازهای دسترسی مونتاژ، با یک مهره یا یک پیچ متصل شود.
فراتر از انواع مهره هسته، گل میخ و حالت ایستاده، خانواده خودگیره شامل صفحات مهره شناور (که امکان حرکت جانبی محدود را برای انطباق با ناهماهنگی سوراخ ها در طول مونتاژ می دهد)، پین های قفل کننده برای برنامه های تراز و چرخش، براکت های زاویه راست برای نصب اجزای قابل نصب در پانل دائمی بر روی صفحه سیمی تمیز و عمود بر صفحه سیمی تمیز می شود. مسیریابی و سختافزار دسترسی خودکار از جمله پیچهای دربسته و بستهای یک چهارم چرخشی برای برنامههای پانل قابل جابجایی. هر نوع تخصصی یک چالش مونتاژ خاص را با همان مزیت اساسی انواع پایه حل می کند - نصب دائمی و با استحکام بالا در ورق فلزی نازک تنها از یک طرف، بدون جوشکاری، بدون چسب و بدون نیاز به اتمام پس از نصب.
را fundamental requirement for successful self-clinching installation is that the fastener must be significantly harder than the parent sheet material. The clinching action depends entirely on the sheet material flowing plastically into the fastener's undercut groove — if the sheet material is too hard to deform, the installation process crushes or fractures the panel around the hole rather than producing a clean mechanical lock. Most specifications require the fastener to be at least Rockwell B 20 harder than the sheet, which in practice limits compatible sheet materials to mild steel (up to approximately HRB 80), aluminum alloys, and copper-based sheet metals.
چسباندن خود به فولاد سخت شده، ورق فولاد ضد زنگ بالای سری 300، یا سایر فلزات سخت یا امکان پذیر نیست یا نصب هایی با عملکرد بسیار کاهش یافته در مقایسه با مقادیر رتبه بندی شده ایجاد می کند. برای کاربردهایی که نیاز به اتصال دهندهها در مواد ورق سختتر دارند، باید از فناوریهای جایگزین - مهرههای جوش، مهرههای پرچ کور، یا درجهای چسبنده - استفاده شود. این یکی از رایجترین خطاهای مشخصاتی است که وقتی مهندسان برای اولین بار از بستهای خودگیرنده استفاده میکنند، با آن مواجه میشوند: استفاده از آنها بر روی محفظههای فولادی ضد زنگ بدون تأیید سختی ورق در برابر سختی بست.
| مواد ورق | سختی معمولی | مواد اتصال دهنده سازگار | خود گیره مناسب است؟ |
|---|---|---|---|
| فولاد ملایم / کم کربن (CR، HR) | HRB 40-80 | فولاد کربن، فولاد ضد زنگ | بله - ایده آل |
| آلیاژ آلومینیوم (1xxx، 3xxx، 5xxx، 6061) | HRB 25-65 | فولاد کربن، فولاد ضد زنگ, aluminum (special) | بله - با درجه بندی مناسب بست |
| ورق مس / برنج | HRB 30-70 | فولاد ضد زنگ، فولاد | بله - با اختلاف سختی کافی |
| فولاد ضد زنگ آستنیتی (304، 316) | HRB 75-95 | فقط فولاد سخت شده | حاشیه - بررسی سختی؛ جایگزین ها را در نظر بگیرید |
| فولاد سخت شده / با استحکام بالا | HRC 25 | هیچ کدام عملی نیست | خیر - از مهره های جوش یا مهره های پرچ کور استفاده کنید |
برای مجموعههای ورق آلومینیومی، بستهای استاندارد فولادی بهطور صحیح نصب میشوند و بارهای کششی بالایی را ارائه میکنند، زیرا تفاوت سختی بین بستهای فولادی سخت شده و آلیاژهای آلومینیوم نرم بیش از اندازه کافی است. سوال سازگاری گالوانیکی جدا از سوال سازگاری نصب است - یک مهره گیره فولادی نصب شده در یک پانل آلومینیومی به طور قابل اعتمادی نگه می دارد اما ممکن است باعث خوردگی گالوانیکی در رابط در محیط های مرطوب یا مرطوب شود. برای پانلهای آلومینیومی در محیطهای خورنده، بستهای خودگیر فولادی ضد زنگ یا بستهای خودگیره آلومینیومی را در صورت وجود مشخص کنید، و بررسی کنید که محصولات مخصوص ریونوت آلومینیومی طراحیشده برای نصب آلومینیوم (که از بدنه بست نرمتری برای حفظ تفاوت سختی استفاده میکنند) برای درجه آلیاژ ورق مشخص شده استفاده میشوند.

هر اتصال دهنده خودگیر دارای حداقل ضخامت ورق است که زیر آن عمل گیره نمی تواند یک قفل مکانیکی قابل اعتماد ایجاد کند، و ضخامت ورق توصیه شده ای که در آن عملکرد بهینه می شود. این محدودیتها دستورالعمل نیستند - نصب یک بست خودگیر در ورقهای نازکتر از حداقل آن، نصبی را ایجاد میکند که کامل به نظر میرسد، اما ظرفیت بار بیرونکشی و فشاری را بهطور چشمگیری کاهش میدهد، که معمولاً در کسری از عملکرد رتبهبندی شده با شکست مواجه میشود.
حداقل ضخامت ورق برای مهره های خودگیر در فولاد معمولاً 0.5-0.8 میلی متر برای اندازه های رزوه M2-M3 است، و به 1.2-1.6 میلی متر برای اندازه های M6-M8 افزایش می یابد. حداقل ضخامت به دلیل حجم موادی است که باید به صورت پلاستیکی در شیار زیر برش جریان یابد تا به بار کششی نامی برسد - یک ورق بسیار نازک است و به سادگی مواد کافی برای پر کردن زیربرش به اندازه کافی وجود ندارد. حداکثر ضخامت ورق نیز مشخص شده است که در بالای آن بدنه بست به اندازه کافی از ورق بیرون نمی زند تا سندان گیره را به درستی درگیر کند. مفهوم محدوده گرفتن از مهرههای پرچ کور دارای یک معادل در خودگیره است: هر محصول برای یک پنجره با ضخامت پانل مشخص طراحی شده است، و ماندن در آن پنجره برای عملکرد ضروری است.
بست های خودگیر نیاز به یک سوراخ تمیز و گرد با قطر دقیق دارند - قطر سوراخ نصب از نظر تحمل کمتر از تحمل مته معمولی است که معمولاً 0.05 ± میلی متر یا بهتر است. سوراخهای سوراخشده به شدت بر سوراخهای حفر شده برای نصبهای خود گیرهدار تولیدی ترجیح داده میشوند، زیرا پانچ، حفرهای تمیز و با اندازه دقیق را با نرخهای تولید بالا به وجود میآورد، بدون ایجاد سوراخ در سمت ورودی پانچ (سمتی که بست از آن جدا میشود) وقتی فاصله پانچ و قالب به درستی تنظیم شود. سوراخهای حفر شده را میتوان برای نمونه اولیه و کارهای کمحجم استفاده کرد، اما برای اطمینان از قرار گرفتن آنها در پنجره تحمل محکم مورد نیاز بست، نیاز به سوراخزدایی در هر دو وجه و کنترل دقیق قطر دارند. سوراخهای برش لیزری به طور فزایندهای رایج هستند و دقت قطر بسیار خوبی دارند، اما ممکن است یک ناحیه متاثر از حرارت کمی در لبه برش داشته باشند که شکلپذیری مواد را در دیواره سوراخ کاهش میدهد - قبل از متعهد شدن به سوراخهای برش لیزری برای کاربردهای خود گیره تولید، با آزمایش نصب تأیید کنید.
بست های خودگیر با استفاده از سندان نصب صاف و صاف - چه در پرس نیمکتی، پرس آربورد، پرس فریم C یا پرس پانچ تولیدی - نصب می شوند که نیروی فشاری عمود بر سطح پانل اعمال می کند. سندان با سر بست تماس می گیرد در حالی که پانل روی یک سطح تکیه گاه صاف قرار می گیرد که ساقه بست از سوراخ آماده شده بیرون زده است. با بسته شدن پرس، بست به داخل ورق رانده می شود و حلقه گیره مواد ورق را در یک حرکت صاف به داخل شیار زیر برش تغییر شکل می دهد.
را installation force required depends on the fastener type, thread size, sheet material, and sheet thickness. Typical installation forces range from approximately 1 kN for small M2 clinch nuts in thin aluminum up to 40–60 kN for large M10–M12 clinch studs in steel sheet. These forces are well within the capacity of standard bench arbor presses for small sizes, but larger sizes require a properly rated C-frame or hydraulic press. The installation must be performed with the anvil and support surface parallel — any angular deviation causes the fastener to install at a tilt, misaligning the thread axis and reducing pull-out strength.
در تولید ورق های فلزی با حجم بالا - تولید قفسه سرور، تولید اجزای بدنه خودرو، و ساخت محفظه های الکترونیکی - بست های خودگیر به طور خودکار با استفاده از ماشین های اختصاصی تغذیه و درج یا ماژول های درج ادغام شده در ابزار پرس پانچ نصب می شوند. ماشینهای درج اتوماتیک از فیدرهای کاسهای یا بستهبندی نوار و حلقه برای جهتدهی و تغذیه بستهای جداگانه به سر درج با سرعت صدها قطعه در دقیقه، با سیستمهای نظارت بر دید یا نیرو برای شناسایی بستهای اشتباه بارگذاری شده یا مفقود و رد پانلهای دارای نقص نصب قبل از ادامه روند مونتاژ استفاده میکنند. برخی از تولیدکنندگان پرس پانچ ابزار درج خودکاری را ارائه میکنند که بستها را در همان حرکت پرس نصب میکنند که عملیات سوراخزنی انجام میشود و یک مرحله درج جداگانه را به طور کامل حذف میکند و زمان چرخه اضافی برای نصب بست را به صفر میرساند.
برای محیطهای تولید منعطف که انواع مختلف محصول را مدیریت میکنند، سیستمهای نصب خودکار رباتیک با استفاده از رباتهای مشارکتی (کوباتها) مجهز به افکتهای پایانی درج در حال رشد هستند. این سیستمها را میتوان برای انواع اتصال دهندهها و طرحبندی پانلها بدون ابزار سخت اختصاصی برنامهریزی کرد، که ثبات نصب تجهیزات خودکار را با انعطافپذیری عملکرد دستی فراهم میکند - ترکیبی قانعکننده برای سازندگان ورقهای فلزی قراردادی که کارهای با اختلاط بالا و حجم متوسط را انجام میدهند.
عملکرد بست خود گیره با سه مقدار بار مشخص می شود که مجموعاً مقاومت بست را در برابر نیروهایی که در سرویس تجربه می کند مشخص می کند. درک اینکه هر مقدار به چه معناست و چگونه با شرایط بارگذاری برنامه ارتباط دارد، برای تأیید اینکه یک بست خودگیر برای طراحی مفصل کافی است ضروری است.
راse rated values are specified by manufacturers at a defined installation force on a specified sheet material and thickness. Installing at lower than the specified installation force — due to an underpowered press or an operator stopping the stroke early — produces installed fasteners with significantly lower actual performance than the published ratings. This is why force monitoring on automated insertion equipment is not a luxury but a quality requirement for any application where the joint loading approaches a meaningful fraction of the published performance values.
بست های خودگیر با مهره های جوش و مهره های پرچ کور در بسیاری از کاربردهای ورق فلزی رقابت می کنند و انتخاب صحیح به ترکیب خاصی از مواد ورق، ضخامت، حجم تولید، الزامات پرداخت سطح و محدودیت های دسترسی مونتاژ بستگی دارد. هیچ فناوری واحدی در سطح جهانی برتر نیست - هر کدام در زمینه های خاص برنده می شوند.
مهره های جوش بالاترین استحکام اتصال را ارائه می دهند و تحت تأثیر سختی ورق قرار نمی گیرند، اما نیاز به دسترسی به جوش از یک یا هر دو طرف دارند، گرما را وارد می کنند که می تواند پانل های نازک را مخدوش کند و به پوشش های مجاور آسیب برساند، نیاز به تمیز کردن پس از جوش و اغلب تکمیل مجدد ناحیه جوش دارد و هزینه عملیات جوشکاری واجد شرایط را اضافه می کند. آنها برای کاربردهای فولادی ساختاری ضخیم که در آن الزامات استحکام اتصال بیش از آنچه که اتصال دهنده های فشاری می توانند ارائه دهند، و برای موادی که در آن خودگیره شدن امکان پذیر نیست، انتخاب صحیحی هستند. مهره های پرچ کور را می توان تنها با دسترسی یک طرفه با استفاده از ابزار ساده دستی یا پنوماتیکی بدون پرس نصب کرد، که آنها را برای نصب در میدان و کاربردهای مقاوم سازی همه کاره تر می کند، اما آنها به یک ابزار تنظیم جداگانه تکیه می کنند و یک فلنج خارجی که از صفحه پانل بیرون می زند - تمیزتر از یک نصب خودکار فلاش می شوند.
بست های خود گیره زمانی برنده می شوند که حجم تولید ابزار پرس را توجیه می کند، زمانی که سطح پانل باید روی هر دو وجه حفظ شود (بدون پاشش جوش، بدون فلنج خارجی)، زمانی که مواد ورق به اندازه کافی نرم باشد که امکان گیره را فراهم کند، و زمانی که نصب می تواند قبل از پوشش یا مونتاژ پانل انجام شود. آنها نصب تمیزتر و حرفهایتری نسبت به مهرهها با بارگذاری معادل در ورق فولادی و آلومینیومی تولید میکنند، و عدم وجود هر گونه رزوه درگیر ابزار جداگانه به این معنی است که هیچ آسیبی به سنبه برای مدیریت و هیچ محدودیتی در عمق درگیری نخ از ابزار تنظیم وجود ندارد. برای تولید محفظه ورق فلزی با حجم بالا - شاسی سرور، کابینتهای الکتریکی، براکتهای خودرو، و محفظههای تجهیزات پزشکی - بستهای خودگیر که توسط تجهیزات خودکار نصب میشوند، معمولاً کمترین هزینه کل هر اتصال را دارند، زمانی که حجم سرمایهگذاری ابزار را توجیه میکند.
سفارش بست های خودگیر بدون مشخصات کامل، مسیر مطمئنی برای دریافت محصول اشتباه است - ترکیب نوع بست، اندازه رزوه، ضخامت ورق، و گزینه های مواد موجود در محدوده یک تولیدکننده تنها تا صدها شماره قطعه جداگانه را شامل می شود، و توضیحات کاتالوگ که مشابه به نظر می رسند می توانند در جزئیات ابعاد مهم متفاوت باشند. یک مشخصات کامل شامل تمام پارامترهای زیر است.
Copyright © شرکت اتصال دهنده های صنعتی پایدار ، آموزشی ویبولیتین All Rights Reserved







")
")
")
