


ما از شما استقبال می کنیم تا با ما تماس بگیرید ، نه تنها تأمین کننده قابل اعتماد خود بلکه شریک تجاری ارزشمند شما نیز ثابت است.
 +(86) -133 8863 9264
+(86) -133 8863 9264

Mar 25,2026
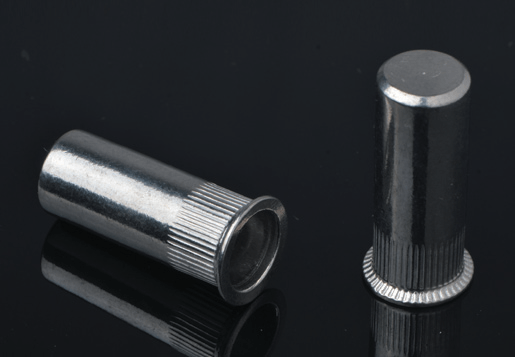
مهرههای پرچ کور - که به آن مهرهها، درجهای رزوهدار، درجهای رزوهای کور یا مهرهها نیز میگویند - اتصال دهندههای استوانهای جدار نازک با رزوه داخلی هستند که فقط از یک طرف در سوراخ از پیش سوراخشده نصب میشوند، بدون اینکه به قسمت پشتی مواد دسترسی داشته باشند. پس از نصب، آنها یک نقطه اتصال رزوه ای قوی و دائمی را در موادی ایجاد می کنند که خیلی نازک هستند که نمی توانند نخ مفیدی را به خودی خود نگه دارند، موادی که ضربه زدن در آنها قدرت کشش کافی را ایجاد نمی کند، یا مجموعه هایی که پشت پانل پس از ساخت کاملاً غیرقابل دسترسی است.
اصل نصب ساده است اما از نظر مکانیکی ظریف است: مهره از طریق سوراخ وارد می شود که بدنه رزوه دار آن در سمت قابل دسترسی بیرون زده است. یک ابزار تنظیم کننده نخ داخلی را درگیر می کند و در حالی که فلنج را نگه می دارد ساقه را می کشد و باعث می شود که قسمت عقبی بدون نخ بدنه فرو بریزد و به بیرون تبدیل شود و به شکل برآمدگی شکل بگیرد که هر دو طرف ماده را بین برآمدگی و فلنج محکم می کند. نتیجه یک اتصال رزوه ای غیر چرخشی است که به طور دائم در سوراخ محکم می شود. سپس مهره نصب شده می تواند یک پیچ یا پیچ استاندارد را از سمت در دسترس بپذیرد، و به طور موثر مهره ای را در مکانی ایجاد کند که در غیر این صورت هیچ مهره ای را نمی توان نگه داشت.
ارزش مهندسی از مهره های پرچ کور بیشتر در ساخت ورق فلزی مشهود است، جایی که پانل های فولادی و آلومینیومی نازک نیاز به اتصالات رزوه ای مطمئن برای روکش ها، براکت ها، دستگیره ها و نصب تجهیزات بدون مهره های جوشکاری یا استفاده از مهره های قفسی دارند که نیاز به دسترسی به هر دو طرف دارند. آنها در پانل های کامپوزیت، اکستروژن های توخالی، محفظه های پلاستیکی و هر ساختاری که ترکیبی از دسترسی یک طرفه و درگیری با نخ قوی در غیر این صورت نیاز به طراحی مجدد دارد، به همان اندازه ارزشمند هستند. یک مهره پرچ کور که به خوبی نصب شده در ورق فولادی 2 میلی متری می تواند بارهای کششی 3000 تا 7000 نیوتن و مقاومت گشتاور نواری 4 تا 25 نیوتن متر را بسته به اندازه رزوه و مواد ایجاد کند - عملکردی که مهره های جوش داده شده می توانند به آن دست یابند اما هیچ رزوه زنی معمولی نمی تواند در آن نزدیک شود.
مهره های پرچ کور در چندین پیکربندی سر و پروفیل های بدنه تولید می شوند که بر نحوه قرارگیری بست نصب شده نسبت به سطح پانل، میزان گشتاوری که می تواند قبل از چرخیدن مقاومت کند و محدوده ضخامت پانل آن را تحت تأثیر قرار می دهد. انتخاب سبک بدنه صحیح به اندازه انتخاب متریال و اندازه رزوه صحیح مهم است – با استفاده از یک مهره سر صاف در جایی که نیاز به سر فرو رفته است، یا یک سبک بدنه صاف که برای جلوگیری از چرخش بدنه مورد نیاز است، نصبی تولید می کند که بدون توجه به اینکه چقدر دقیق تنظیم شده است، نیاز طراحی را برآورده نمی کند.
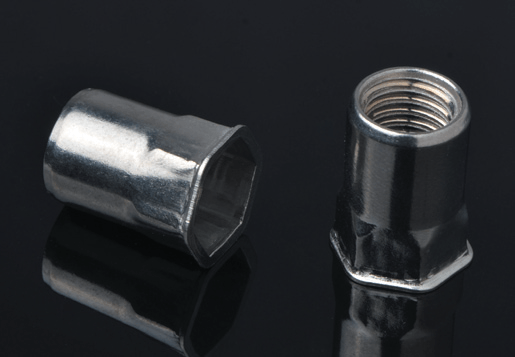
سر صاف (که فلنج بزرگ یا فلنج استاندارد نیز نامیده می شود) رایج ترین سبک سر ریونوت است. قطر فلنج بزرگتر از قطر سوراخ است، و به سطح پانل افتخار می کند و در برابر آن قرار می گیرد تا بار گیره را توزیع کند. مهره های سر تخت در جایی استفاده می شوند که سر بست نصب شده نیازی به همسطح شدن با سطح نداشته باشد - در داخل محفظه ها، روی براکت های ساختاری، و در برنامه های نصب مخفی. قطر فلنج بزرگ منطقه تحمل خوبی را در برابر مواد پانل فراهم می کند، که در مواد نرم تر مانند ورق آلومینیوم و پلاستیک که در آن فلنج کوچک ممکن است تحت بارهای زیاد پیچ از سوراخ عبور کند، مهم است.
مهره های پرچ کور کنترسونک دارای یک فلنج زاویه دار هستند که برای قرار گرفتن همسطح یا زیر سطح پانل در هنگام نصب در یک سوراخ فرو رفته طراحی شده است. این یک سطح کاملاً هموار پس از نصب ایجاد می کند که در سطوح آیرودینامیکی، مکانیزم های کشویی، پانل های تزئینی و هر مجموعه ای که سر بست بیرون زده از نظر عملکردی یا زیبایی غیرقابل قبول باشد ضروری است. زاویه فرورفتگی مته معمولاً 90 درجه یا 120 درجه است که با هندسه مته مته مته استاندارد مطابقت دارد. مهرههای غرقشده نیاز به عملیات غرقکردن اضافی روی سوراخ قبل از نصب دارند، که یک مرحله فرآیند را اضافه میکند، اما نصب فلاش حاصل اغلب تنها راهحل قابل قبول برای الزامات برنامه است.
مهرههای پرچ کور سر کاهشیافته دارای قطر فلنج کوچکتری نسبت به طرحهای سر صاف استاندارد هستند، و امکان نصب در مکانهایی را میدهند که فضای بین سوراخ و یک ویژگی مجاور محدود است - نزدیک لبههای پانل، نزدیک به درزهای جوش، یا در کانالهایی که فلنج با اندازه کامل از نظر فیزیکی مناسب نیست. کاهش سطح باربری فلنج کوچکتر به معنای ظرفیت بار کششی کمتر در مواد نرم است، بنابراین انواع با سر کاهش یافته برای مواد سخت تری مانند ورق فولادی که در آن تنش یاتاقان فلنج نسبت به استحکام تسلیم مواد کمتر است، مناسب تر است. برخی از برنامهها همچنین از پروفیل بیرونی بدنه تابدار یا شش ضلعی در ترکیب با سرهای کاهشیافته برای جلوگیری از چرخش تحت گشتاور استفاده میکنند و کاهش چسبندگی فلنج قطر کوچکتر را جبران میکنند.
مهره های پرچ کور در چهار خانواده مواد اولیه تولید می شوند که هر کدام برای ترکیبات مختلف مواد پایه، قرار گرفتن در معرض محیطی و نیازهای بار مناسب هستند. انتخاب مواد ریونوت نه تنها باید نیازمندیهای مکانیکی اتصال بلکه سازگاری گالوانیکی با ماده اصلی را نیز در نظر بگیرد - نصب یک مهره فولادی در یک پانل آلومینیومی در یک محیط دریایی، یک سلول گالوانیکی ایجاد میکند که آلومینیوم اطراف را ظرف چند ماه از بین میبرد.
| مواد | قدرت بیرون کشیدن | مقاومت در برابر خوردگی | مواد مادر سازگار | بهترین برنامه های کاربردی |
|---|---|---|---|---|
| فولاد (روکش شده) | بالاترین | متوسط (سرپوشیده/خشک) | فولاد، آهن، پلاستیک سخت | محوطه های صنعتی، ماشین آلات، وسایل نقلیه |
| آلومینیوم | متوسط | خوب (در فضای باز) | آلومینیوم sheet, thin composites | پانل های هوافضا، اتصالات دریایی، بدنه های EV |
| فولاد ضد زنگ (A2/A4) | بالا | عالی | استیل، ضد زنگ، آلومینیوم (با عایق) | تجهیزات دریایی، پردازش مواد غذایی، تجهیزات فضای باز |
| برنج | متوسط–High | خیلی خوبه | پلاستیک، PCB، پانل های غیر آهنی | محفظه های الکترونیکی، وسایل لوله کشی |
مهرههای فولادی با آبکاری روی بیشترین استفاده را دارند و بالاترین مقادیر کشش و گشتاور مطلق را ارائه میدهند، که آنها را به انتخاب پیشفرض برای کاربردهای ورق فولادی سازهای در محیطهای سرپوشیده یا خشک تبدیل میکند. روکش روی محافظت در برابر خوردگی متوسطی را فراهم می کند که برای تجهیزات صنعتی داخلی کافی است اما برای قرار گرفتن در معرض طولانی مدت در فضای باز یا ساحلی کافی نیست. برای کاربردهای بیرونی بر روی سازههای فولادی، مهرههای فولادی ضد زنگ A2 (304) یا A4 (316) مقاومت لازم در برابر خوردگی را فراهم میکنند - درجه A4 در محیطهای دریایی با کلرید سنگین، جایی که A2 در معرض خطر خوردگی شکاف زیر فلنج نصبشده قرار دارد.
مهره های آلومینیومی در مواد اصلی آلومینیومی از نظر گالوانیکی انتخاب ایده آلی برای سازه ها و پانل های آلومینیومی هستند. استحکام تسلیم کمتر آنها در مقایسه با فولاد به این معنی است که در هنگام نصب برآمدگی نرم تری ایجاد می کنند، که می تواند در مواد اولیه نازک یا شکننده که در آن نیروی نصب یک مهره فولادی ناحیه سوراخ را مخدوش می کند، مفید باشد. مهره های آلومینیومی نباید در جایی استفاده شوند که پیچ گیره یک بست فولادی با استحکام بالا باشد و به مقادیری که بیشتر از گشتاور نوار رزوه درج آلومینیومی نرم تر باشد، گشتاور می شود - در چنین مواردی نیاز به یک مهره فولادی یا فولاد ضد زنگ با اقدامات عایق گالوانیکی مناسب برای پانل آلومینیومی است.
مهرههای پرچ کور در اندازههای رزوه متریک از M3 تا M16 و در اندازههای یکپارچه از 6-32 UNC تا 3/8-16 UNC موجود است، که طیف کامل اندازههای بست مورد استفاده در ورق فلزی سبک را تا کاربردهای ساختاری متوسط پوشش میدهد. محدوده گرفتن - محدوده ضخامت مواد اصلی که ریونوت می تواند در خود جای دهد - به اندازه اندازه رزوه مهم است، زیرا یک مهره نصب شده در مواد خارج از محدوده گیرش آن یا برآمدگی مناسبی ایجاد نمی کند (خیلی ضخیم) یا بیش از حد تغییر شکل می دهد و بدنه را می شکافد (بیش از حد نازک).
هر مدل rivnut برای یک محدوده چسبندگی خاص طراحی شده است، که معمولاً 1.5 تا 4 میلی متر از تغییرات ضخامت مواد در یک شماره قطعه را شامل می شود. مهرهای که برای محدوده گیرش 0.5 تا 3.0 میلیمتر تعیین شده است، به درستی در هر ورق یا پانل فلزی در آن محدوده ضخامت نصب میشود و یک برآمدگی ثابت تشکیل میدهد که بار گیرهای نامی کامل را فراهم میکند. نصب یک ریونوت با دامنه گیر 0.5 تا 3.0 میلی متر در مواد 4 میلی متری یک خطای میدانی رایج است که باعث می شود نصبی ایجاد شود که در آن بدنه به اندازه کافی تغییر شکل نداده است تا سطح پشتی مواد را بگیرد - مهره در زیر بارهای بسیار کم می چرخد یا خارج می شود.
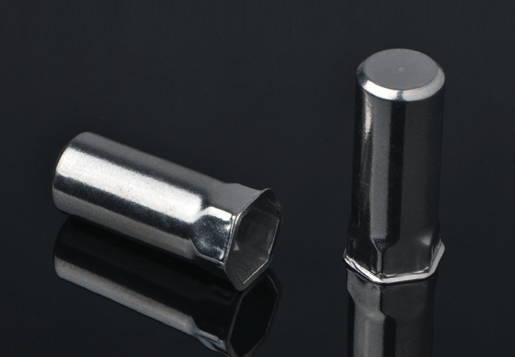
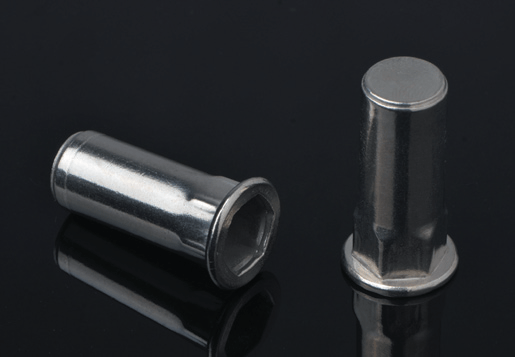
مهره های استاندارد با انتهای باز دارای بدنه رزوه ای هستند که هم در انتهای فلنج و هم در انتهای بیرون زده (کور) باز است. این اجازه می دهد تا هر طول پیچ از درج نصب شده عبور کند، اما همچنین به این معنی است که مایعات، گازها و آلاینده ها می توانند از بدنه مهره پرچ در هر دو جهت عبور کنند. در کاربردهایی که نیاز به آب بندی مایع یا فشار در محل اتصال دهنده دارند - محفظه های تحت فشار، تجهیزات فضای باز، پانل های حاوی مایع - مهره های انتهای بسته با انتهای کور مهر و موم شده باید مشخص شوند. طرحهای بسته دارای هندسه بیرونی و روش نصب مشابه طراحیهای انتهای باز هستند، اما عبور سیال از بدنه درج را مسدود میکنند و یکپارچگی هر واشر یا درزگیر را در سطح مشترک بدون نیاز به اقدامات آببندی اضافی در سوراخ بست حفظ میکنند.
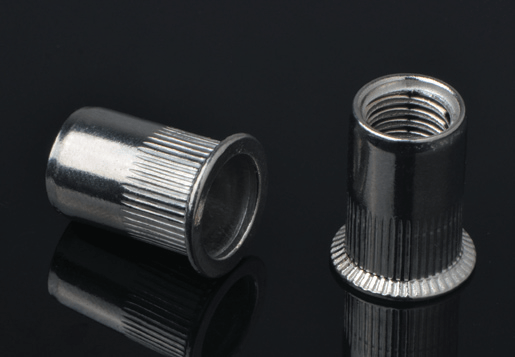
مهره های پرچ کور معمولی با بدنه صاف به اصطکاک بین برآمدگی بدنه تغییر شکل یافته و مواد پانل برای مقاومت در برابر چرخش در هنگام سفت شدن یا برداشتن پیچ جفتی متکی هستند. در مواد نرم - آلومینیوم نازک، پلاستیک و پانلهای کامپوزیت - این مقاومت اصطکاکی ممکن است ناکافی باشد و باعث چرخش مهره در سوراخ شود تا اینکه پیچ و مهره سفت یا جدا شود. مهره های بدنه خرطومی دارای دندانه های طولی یا یک الگوی پیچ خورده در سطح بیرونی بدنه هستند که در حین نصب به دیواره سوراخ بریده می شود و مستقل از اصطکاک گیره یک قفل ضد چرخش مکانیکی مثبت ایجاد می کند. مهرههای پیچدار مشخصات صحیحی برای هر برنامهای هستند که در آن مواد اولیه به اندازهای نرم است که امکان چرخش با گشتاور متوسط را فراهم میکند، یا جایی که پیچ بهطور مکرر در طول عمر محصول برداشته شده و دوباره نصب میشود.

نصب صحیح مهره های پرچ کور به ابزاری برای تنظیم نیاز دارد که بتواند ترکیب دقیق نیروی کشش و ضربه مورد نیاز برای تشکیل برآمدگی را بدون تنظیم بیش از حد یا کم کردن بدنه اعمال کند. استفاده از ابزار نامناسب - یا استفاده نادرست از ابزار صحیح - شایع ترین علت نصب ضعیف یا ناموفق ریونوت است. انتخاب ابزار به اندازه نخ در حال نصب، حجم تولید و دسترسی به محل نصب بستگی دارد.
ابزار تنظیم دستی ریونوت از یک مکانیزم قیچی یا اهرمی دو دسته برای ایجاد نیروی کششی روی نخ سنبه استفاده می کند و از طریق اهرم مکانیکی برآمدگی را تشکیل می دهد. آنها کم هزینه هستند، نیازی به منبع تغذیه ندارند، و برای استفاده گاه به گاه یا تعمیرات میدانی در اندازه های رزوه کوچک - معمولاً از M3 تا M8 مناسب هستند. محدودیت ابزارهای دستی خستگی اپراتور و ناهماهنگی در تولید با حجم بالا است، جایی که نیروی نصب بین اپراتورها و در طول یک شیفت تغییر می کند. برای سایزهای M10 و بزرگتر، نیروی کشش مورد نیاز بیشتر از آن چیزی است که اکثر اپراتورها می توانند به طور قابل اعتماد با ابزار دستی ایجاد کنند و ابزارهای پنوماتیک یا باطری را ضروری می کند.
ابزار تنظیم پنوماتیک ریونوت از هوای فشرده برای به حرکت درآوردن پیستونی استفاده میکند که نیروی کششی لازم را روی سنبه رزوهدار اعمال میکند، سپس به عقب برمیگردد تا سنبه را آزاد کرده و درج تنظیمشده را خارج کند. آنها بدون توجه به خستگی یا تغییرات اپراتور، نیروی نصب ثابتی را ارائه می دهند، و آنها را به انتخاب استاندارد برای استفاده از خط تولید که در آن صدها یا هزاران مهره در هر شیفت نصب می شود، تبدیل می کند. ابزارهای پنوماتیک با تنظیمات نیروی کشش و ضربه قابل تنظیم در دسترس هستند که می توانند برای اندازه ها و مواد خاص ریونوت کالیبره شوند و کیفیت نصب ثابت را در طول تولید کامل تضمین کنند. ابزارهای هیدرولیک برای بزرگترین اندازه ها (M12-M16) استفاده می شود که در آن فشار پنوماتیک به تنهایی برای ایجاد بار تنظیم مورد نیاز 15-25 کیلو نیوتن کافی نیست.
ابزار نصب rivnut با باتری به طور قابل توجهی سهم بازار را افزایش داده است زیرا فناوری باتری لیتیوم یونی ابزارهای بی سیم را به اندازه کافی قدرتمند کرده است که می توانند مهره های M8-M12 را با نیروی ثابت و بدون وابستگی خطوط هوایی به ابزارهای پنوماتیک نصب کنند. ابزارهای بی سیم برای کارهای نصب در محل، عملیات خدمات صحرایی و محیط های تولیدی که هوای فشرده در دسترس نیست یا جابجایی ابزار مهم است، ایده آل هستند. سازندگان پیشرو از جمله Stanley Engineered Fastening (مارک POP)، Gesipa، و Böllhoff ابزارهای ریونوت شارژی را با تنظیمات گشتاور و ضربه قابل تنظیم از طریق رابط ابزار ارائه میکنند که سازگاری نصب قابل مقایسه با ابزارهای پنوماتیک را برای اندازههایی در محدوده ظرفیت آنها فراهم میکند.
مهره پرچ کور که به درستی نصب شده نیاز به اجرای دقیق در هر مرحله دارد - آماده سازی سوراخ، تأیید انتخاب مهره، تنظیم کالیبراسیون ابزار و بررسی پس از نصب. میانبرها در هر مرحله اتصالاتی را ایجاد می کنند که کمتر از ظرفیت بار نامی خود خراب می شوند، و حالت خرابی - چرخش در سوراخ یا کشیدن زیر بار - اغلب تا زمانی که اتصال آزمایش نشده یا در سرویس خراب نشود، مشخص نیست.
مهرههای پرچ کور در طیف وسیعی از صنایع و کاربردها ظاهر میشوند که با الزام رایج برای اتصال رزوهای قوی در مکانی که تنها یک طرف ماده اصلی در آن قابل دسترسی است، متحد شدهاند. درک نیازهای خاص هر زمینه کاربردی به انتخاب نوع صحیح ریونوت - جنس، سبک سر، مشخصات بدنه و اندازه نخ - برای عملکرد قابل اعتماد در طول عمر محصول کمک می کند.
پانل های بدنه خودرو، قاب درها، حامل های تابلو ابزار، محفظه باتری در خودروهای برقی و بدنه تریلر به طور گسترده از مهره های پرچ کور برای اتصال براکت ها، قطعات تزئینی، سخت افزار مدیریت کابل و اجزای مکانیکی به ورق فلزی نازکی استفاده می کنند که پس از رنگ آمیزی جوش داده نمی شوند یا باید قطعات خودرو را به طور مکرر در طول عمر کارکرد خودرو بپذیرند و آزاد کنند. مهرههای فولادی و فولادی ضد زنگ در اندازههای M5-M10 در کاربردهای بدنه خودرو رایجترین هستند، با مهرههای آلومینیومی در سازههای خودروهای پر مصرف آلومینیوم برای جلوگیری از مشکلات خوردگی گالوانیکی استفاده میشود. حجم بالای تولید در خودروسازی به نفع ابزارهای تنظیم پنوماتیک و رباتیک است که کیفیت نصب ثابتی را با نرخ صدها مهره در ساعت ارائه می دهند.
کابینتهای برق، قفسههای سرور، پانلهای کنترل و محفظههای دستگاههای الکترونیکی از مهرههای پرچ کور برای ارائه نقاط اتصال ریلهای DIN، براکتهای سینی کابل، صفحات نصب قطعات و درهای لولایی در پانلهای محفظه فولادی یا آلومینیومی نازک استفاده میکنند. در این کاربردها، ریونون اغلب به عنوان جایگزینی مهره دربسته عمل می کند - نیاز به یک مهره شل جداگانه را در وجه داخلی غیرقابل دسترس پانل محفظه از بین می برد. مهرههای برنجی در کاربردهایی که شامل نصب PCB یا لوازم الکترونیکی حساس میشوند ترجیح داده میشوند، جایی که خواص مغناطیسی فولاد میتواند با قطعات تداخل داشته باشد، و در جایی که برنج هم مقاومت در برابر خوردگی و هم کیفیت رزوه عالی را برای پیچهای ریز گام رایج در مونتاژ الکترونیک ارائه میدهد.
پانل های داخلی هواپیما، محفظه های تجهیزات اویونیک، بوم های دم هلیکوپتر، و بدنه هواپیماهای بدون سرنشین (UAV) از مهره های پرچ کور از آلومینیوم و فولاد ضد زنگ برای ایجاد نقاط اتصال رزوه ای در پوسته های آلومینیومی دیواره نازک و پانل های کامپوزیتی استفاده می کنند که در آن پرچ کردن باعث ایجاد رزوه و ساختار جوشی نمی شود. غیر قابل قبول کاربردهای هوافضا، rivnuts را مطابق با مشخصات NAS (استاندارد ملی هوافضا) یا NASM، با تلورانسهای ابعادی و الزامات آزمایشی دقیقتر نسبت به محصولات کاتالوگ تجاری، مشخص میکنند. انواع سر متقابل در کاربردهای سطح آیرودینامیکی استاندارد برای حفظ جریان هوای صاف روی سطح پانل هستند.
قابهای مبلمان لولهای فولادی و آلومینیومی، قفسههای نمایشگر، سیستمهای پارتیشن و پانلهای روکش معماری از مهرههای پرچ کور برای اتصال سختافزار، براکتهای اتصال، پایههای تسطیح و اتصالات سازهای به بخشهای توخالی یا دیواره نازک استفاده میکنند که در آن رزوهکاری مواد اولیه کافی نیست و پس از جوشکاری پودری غیرفعال میشود. قابلیت نصب مهرهها پس از عملیات سطحی یک مزیت تولید قابل توجه است - بر خلاف مهرههای جوشی که باید قبل از اتمام نصب و در طول فرآیند پوشش محافظت شوند، میتوان ابتدا قطعات را تکمیل کرد، سپس بدون آسیب رساندن به سطح با مهرهها نصب کرد.
حتی با مشخصات صحیح محصول، نصب مهره پرچ کور زمانی که متغیرهای فرآیند کنترل نمی شوند شکست می خورند. مشکلات زیر اکثر خرابیهای میدان و رد کیفیت تولید را تشکیل میدهند، و هر کدام یک علت ریشهای و اقدامات پیشگیری دارند.
Copyright © شرکت اتصال دهنده های صنعتی پایدار ، آموزشی ویبولیتین All Rights Reserved


 در
در 





")
")
")
